掃一掃咨詢詳情

咨詢熱線:
132 1875 99990510-88888016
掃一掃咨詢詳情
咨詢熱線:
132 1875 9999聯系熱線
方矩管的直徑精密度是人為因素決策的,結果在于顧客,看顧客對方矩管直徑規定、無縫鋼管口模機器設備的運行狀況和精密度、無縫鋼管口模加工工藝規章制度等層面。
方矩管口模方式 是決策無縫鋼管直徑尺寸公差的關鍵要素。縱軋口模的方矩管,無縫鋼管直徑精密度可去1%上下,而斜軋口模的方矩管高的直徑精密度,做到0.5%。
加工工藝規章制度對無縫鋼管直徑的度的影響關鍵決策于無縫鋼管定徑機的冷軋溫度和溫度的可靠性。無縫鋼管冷軋溫度高,軋后方矩管收攏量大,通常非常容易超過直徑造成無縫鋼管造成負誤差;反過來,冷軋溫度低很有可能超過正誤差,而變成 殘品。因而依據口模方矩管的規格規格型號、無縫鋼管型號、及其溫度狀況和專用工具損壞狀況要持續調節無縫鋼管擠壓機。
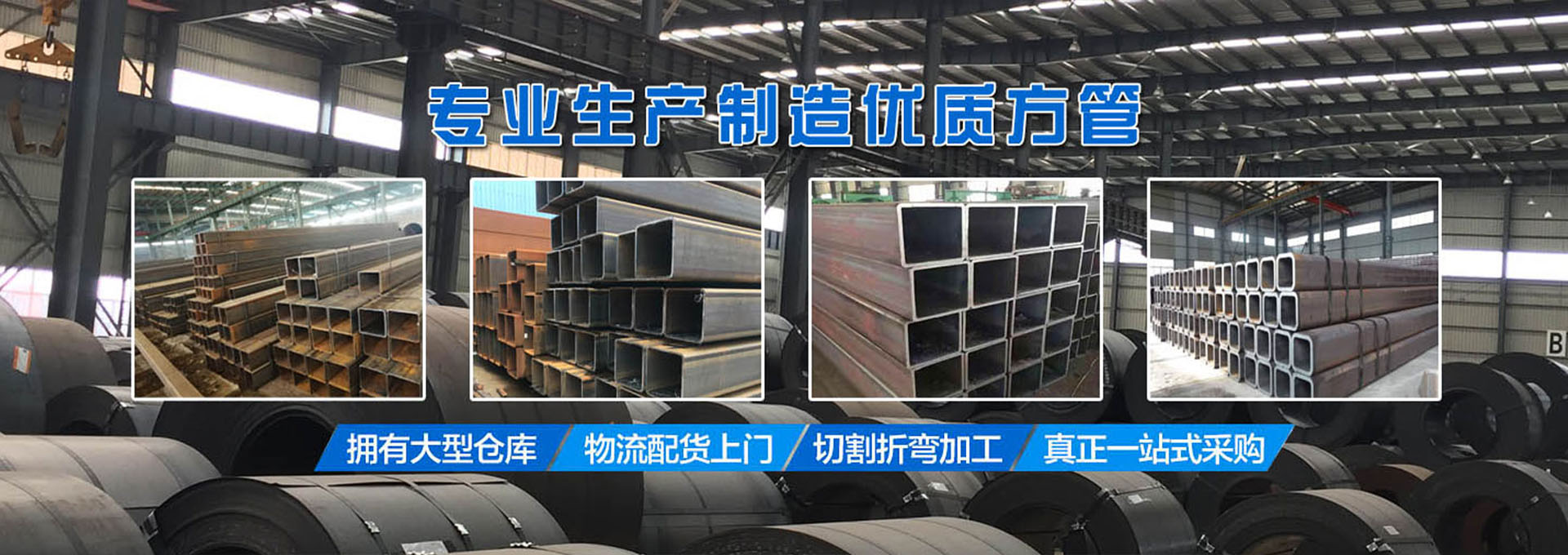
工業生產快速發展趨勢過程中,方矩管在中國中國鋼鐵產量中,所占的占比是越來越大。因為方矩管主要用途的豐富性,因此對其品質也明確提出了高些的規定。在其中,方矩管的厚度誤差是其品質的關鍵指標值之一,由于壁厚誤差會立即影響方矩管的應用范疇,在當今日趨猛烈的市場需求中,假如一個方矩管生產商沒法在品質上狠下功夫得話,而沒法生產制造出高品質的方矩管,那麼很多市場占有率的遺失則是無可避免的。
有許多方矩管生產商根據幾十年持續的勤奮與實踐活動,及其與一些有整體實力的生產商開展的很多的行業交流和操作過程修改,促使方矩管的厚度誤差獲得了明顯的改進。
微信二維碼
服務熱線